总 部:029-88325700
地(dì) 址:西安市(shì)高新区高新路80号望庭(tíng)国际一单元901室(shì)
工 厂:029-86085235
网(wǎng)址:www.caihong360.com
地 址:西(xī)安泾(jīng)河工(gōng)业园北区西金路195号
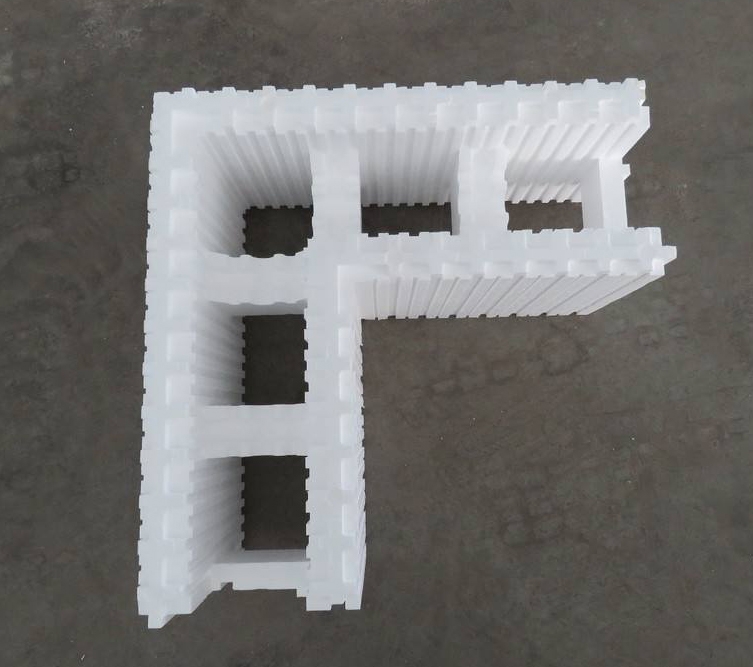
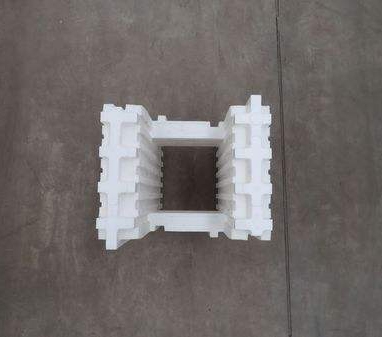
epp产品双组分结构发泡(pào)注(zhù)射成(chéng)型通常(cháng)有以下两(liǎng)种情况:一(yī)种是表(biǎo)层塑料A和(hé)芯部(bù)塑料B是同一种塑料,B中(zhōng)含有发泡剂;另一种是(shì)A和B是不同类塑(sù)料但能很好地粘(zhān)合在一起。A中含(hán)有纤(xiān)维类的增强材料(liào),B中含(hán)有发泡剂和填充料(liào)。注(zhù)塑(sù)过程为:先(xiān)将(jiāng)A部分料注入模腔,再(zài)由另一(yī)装置将B注入模腔,B把A推向(xiàng)模腔的边缘但不将A冲破(pò),注(zhù)满(mǎn)模腔后,再补注一定数量的A。
品.jpg")
epp产品避(bì)免在浇(jiāo)口(kǒu)处有(yǒu)B的发泡结构而影响外观以及防(fáng)止(zhǐ)B料进入下次(cì)注射的(de)A料(liào)中而形成表(biǎo)层发泡,模腔被注满后(hòu)延时一(yī)段时间,动模开启一定的距离,以(yǐ)控制塑料B的发泡。在注塑过程中必须控制好塑料熔体的(de)温度、模具(jù)的温度(dù)、注射(shè)速(sù)率、注(zhù)射压力(lì)等因素,以(yǐ)保证B料(liào)能顺利将(jiāng)A料(liào)推(tuī)向模腔的边(biān)缘而(ér)形成均匀的(de)表层,但不会冲破它。采结(jié)构发泡塑料制(zhì)品的优点主要表现在低密度(dù)以及较(jiào)好的刚性、隔声性、隔(gé)热性、防振性、机械(xiè)加工性能,低应力(lì)集中,凹痕最小,具有较高的设计(jì)灵活性(xìng)等方面,目(mù)前已在建筑、交通(tōng)运输、包装器材(cái)、家具和家电等行(háng)业中得到广泛(fàn)应用。结构发泡塑料制品正在向取代木材、金属、混凝土及实心(xīn)塑料制品的方向(xiàng)发展。近(jìn)年来,在结(jié)构(gòu)发泡注射成(chéng)型技术方(fāng)面,除围绕(rào)降低结构(gòu)发泡制(zhì)品的表面(miàn)粗糙度、改进发泡技术做一(yī)些(xiē)重(chóng)点研究之外,还在结(jié)构发(fā)泡注(zhù)射成型设备和工艺方面取得了许多新的(de)进展,如交联注射(shè)发泡技术及薄壁epp产品制品(pǐn)结(jié)构发泡注(zhù)射成型技术等。